撓性線路板外形加工簡述
隨著電子技術的飛速發展,撓性線路板的應用領域越來越來廣泛,這是因為它有著顯著的優越性。結構靈活、體積小、重量輕,除了能夠靜態撓曲外,還能作動態撓曲、卷曲和折疊等,大大提高了電路設計和機械結構設計的自由度和靈活性。撓性線路板的生產加工工藝比較復雜,簡單來說是通過露光、現像、蝕刻等工藝在以聚酰亞胺為基材的覆銅板上將導體銅形成線路,再通過物理機械方法加工得到外形。通常在批量生產的情況下,外形加工采用精密金屬模沖壓的方法。模具加工的方式不但能夠提高勞動生產性,降低生產成本,而且能夠保證產品外形要求的精度,保證加工的信賴性。
模具分類:加工外形經常使用的模具類型有落料型、復合型。
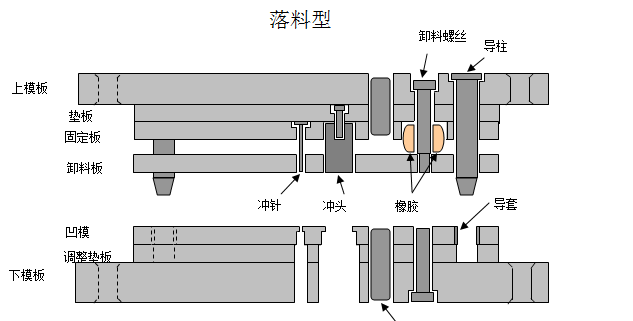
? 落料型
沖頭安裝在上模,沖下的廢料通過下模排出 。沖壓時,凸模下降,切入材料,與凹模形成擠壓剪切。
落料模主要用于電鍍連線的沖斷、端子部的加工以及產品上較大的開口成形等。
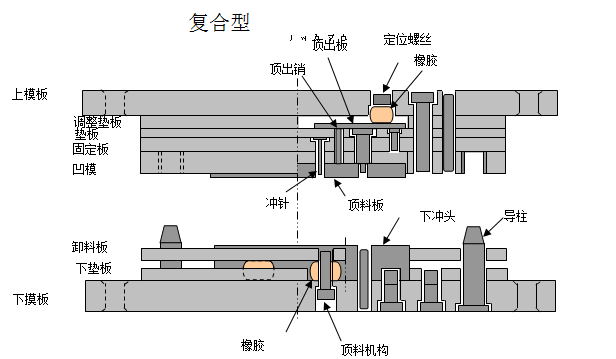
? 復合型
大沖頭在下模,小沖頭在上模,沖壓之后,產品與廢料仍然留在下模上,小孔的廢料通過下模排出。
復合模主要加工軟板的外形,并且能夠同時加工產品內的小孔。
安裝方式:實際生產中,產品的種類繁多,需要經常變換不同的品種進行生產。為了能夠快速地切換,縮短非生產的時間,可以采用QDC方式的模具。
所謂QDC,即 Quick Die Change ,稱為快速交換裝置。模具不是直接安裝在沖床上,而是安裝在模架上。模架是為了裝卸方便而根據模具的結構特別設計的,對于所有的QDC型的模具來說,模架是通用的。通常模架事先固定在沖床上,安裝模具的時候,只要將模具提起推入模架中即可,同時旋轉鎖緊裝置,使模具不能移動。同樣,拆卸模具的時候,只要松開鎖緊裝置,就可以拉出模具。所以,QDC型的模具安裝拆卸都是非常方便的,即省時又省力。
模具結構
對于軟板來說,端子部(即接插件部)毛邊方向如下圖所示。如果導體面有毛邊的話,在以后的使用過程中容易引起短路。
? 外形拐角處加圓
由于軟板在使用的過程中經常會被折曲、引拉、彎曲等,因此為了避免拐角處產生開裂的現象,外形拐角處要加圓角。
設計時,盡量放大圓角的半徑,可以減小開裂產生的可能性。
線切割加工中使用的銅絲最小直徑為0.15mm,因此所能加工的最小圓角半徑為0.1。
? 最小加工孔徑
無補強板的部位 a≧0.3 b≧1.0 c≧0.6 d≧0.6
有補強板的部位 a≧0.35+t/3 b≧1.0+t/3 c≧0.6+t/3 a≧0.6+t/3
* t為補強板的厚度
無補強板的部位 a≧0.5 b≧0.7 c≧1.0
有補強板的部位 a≧0.5+t/3 b≧0.7+t/3 c≧1.0+t/3
* t為補強板的厚度
小孔之間的距離小于同副模具同次加工的最小距離,采用跳步模加工
或使用不同模具加工時(精度為±0.15)
無補強板的部位 a≧0.25 b≧0.25 c≧0.25
有補強板的部位 a≧0.25+t/3 b≧0.25+t/3 c≧0.25+t/3
* t為補強板的厚度
如果使用跳步模或兩副模具加工距離很近的小孔和外形,尺寸的精度會降低,所以設計的時候要注意這一問題。
? 打痕避讓區間
為了防止產生打痕,如果產品上貼有厚度0.2mm以上的補強板時,模具的相應位置應該做出避讓,避讓深度根據補強板厚度及產品的實際情況做調整。
同樣的,對于產品上搭載部品的區域以及碳粉印刷部等有一定厚度的區域都要作出打痕避讓。
模具使用常見問題與解決方法:1.加工軟板,比較容易產生的不良為毛邊,造成外形不良,容易在使用過程中引起短路。●由于凹、凸模間隙過小,造成在凸模和凹模兩側產生裂紋而不重合斷面兩端發生兩次擠壓剪切;或者凹、凸模間隙過大,當凸模下降時,裂紋發生晚,像撕裂那樣完成剪切,造成裂紋不重合。解決這兩類問題的方法為合理選擇凹、凸模的沖裁間隙。這樣的沖裁剪切介于擠壓和拉伸之間,當凸模切入材料時,刃口部形成楔子,使板材產生近于直線形的重合裂紋。并且確保凹、凸模的垂直同心度,使配合間隙均勻。確保模具安裝垂直平穩。
? 刃口磨損或出現圓角與倒角,刃口未起到楔子的分割作用,整個斷面產生不規則的撕裂。及時對凹、凸模刃口所產生的圓角或倒角進行整修,就能避免這類問題的產生。
2.補強板外形及內孔周圍分層泛白,有白化現象。
? 凹、凸模沖裁間隙不適當或凹模刃口變鈍。沖孔時,被沖板材難以在凹模刃口處形成剪切裂口。因此合理擴大凹、凸模沖裁間隙并且及時修復變鈍的凹模刃口都是有效的改善方法。
? 如果補強板的材料為玻璃布基材環氧樹脂板或紙基材酚醛樹脂板時,由于厚度的關系及材料的因素,補強板沖裁性能差。如果在沖裁前沒有進行預熱處理會造成白化現象。因此設置一個合理的預熱溫度,將補強板預熱之后進行沖壓是必要的。
? 壓料力小也會造成白化,因此裝配時調整適當的壓料力也很重要。
3.補強板孔與孔之間裂紋
? 由于孔壁太薄,沖孔時的徑向擠壓力超過補強板的孔壁強度,因此造成裂紋。產品上的孔距設計要合理,孔壁不應小于補強板厚度。
? 相鄰很近的兩孔不是同時沖出,后沖的孔當凸模進入板材時,由于孔壁太薄而被擠裂。因此應該將相鄰較近的孔用一副模具同時沖出,可以把相鄰很近的兩個凸模,做成相差 0.5mm的不同長度,使小面積范圍內較集中的沖裁力瞬時分散。
4.廢料上跳,有時部份廢料在沖孔時不是往下掉,而是向上跳;有的進入工件孔內,還需人工清除;有的跳在下模上面,造成打痕,影響沖壓工作正常進行。
? 這是由于凹模間隙過大,而且落料不暢通,當凸模退出凹模卸料時,廢料隨之上跳。其實減小凹、凸模的間隙,擴大落料孔,就可以防止這種現象產生。
? 凹模孔有倒錐,沖孔廢料難以下落,反而隨著凸模退出凹模時向上跳。因此要及時修整凹模孔的倒錐。
5.廢料堵塞
? 這是由于凹模刃口太高、造成廢料積存太多。因此降低凹模刃口,使之在0.2mm之間即可減少廢料積存的個數。
? 凹模落料孔太小或刃口部有倒錐以及孔壁太粗糙。當凹模孔小于φ0.2mm ,落料孔最好做成圓錐孔,當凹模孔大于φ 0.2mm時,落料孔可做成直孔,凹模刃口高度部分不能有倒錐。
? 下墊板上無導料孔,當廢料從凹模孔內落下時,不能順利的進入下面的落料孔。所以凹模支承桿和下模座的去撐筋要有足夠的斜度或落料通道,使廢料順利地漏下,不致于堆積和堵塞。
模具分類:加工外形經常使用的模具類型有落料型、復合型。
? 落料型
沖頭安裝在上模,沖下的廢料通過下模排出 。沖壓時,凸模下降,切入材料,與凹模形成擠壓剪切。
落料模主要用于電鍍連線的沖斷、端子部的加工以及產品上較大的開口成形等。
? 復合型
大沖頭在下模,小沖頭在上模,沖壓之后,產品與廢料仍然留在下模上,小孔的廢料通過下模排出。
復合模主要加工軟板的外形,并且能夠同時加工產品內的小孔。
安裝方式:實際生產中,產品的種類繁多,需要經常變換不同的品種進行生產。為了能夠快速地切換,縮短非生產的時間,可以采用QDC方式的模具。
所謂QDC,即 Quick Die Change ,稱為快速交換裝置。模具不是直接安裝在沖床上,而是安裝在模架上。模架是為了裝卸方便而根據模具的結構特別設計的,對于所有的QDC型的模具來說,模架是通用的。通常模架事先固定在沖床上,安裝模具的時候,只要將模具提起推入模架中即可,同時旋轉鎖緊裝置,使模具不能移動。同樣,拆卸模具的時候,只要松開鎖緊裝置,就可以拉出模具。所以,QDC型的模具安裝拆卸都是非常方便的,即省時又省力。
模具結構
|
|
對于軟板來說,端子部(即接插件部)毛邊方向如下圖所示。如果導體面有毛邊的話,在以后的使用過程中容易引起短路。
? 外形拐角處加圓
由于軟板在使用的過程中經常會被折曲、引拉、彎曲等,因此為了避免拐角處產生開裂的現象,外形拐角處要加圓角。
設計時,盡量放大圓角的半徑,可以減小開裂產生的可能性。
線切割加工中使用的銅絲最小直徑為0.15mm,因此所能加工的最小圓角半徑為0.1。
? 最小加工孔徑
無補強板的部位 a≧0.3 b≧1.0 c≧0.6 d≧0.6
有補強板的部位 a≧0.35+t/3 b≧1.0+t/3 c≧0.6+t/3 a≧0.6+t/3
* t為補強板的厚度
? 最小加工孔的間隔
無補強板的部位 a≧0.5 b≧0.7 c≧1.0
有補強板的部位 a≧0.5+t/3 b≧0.7+t/3 c≧1.0+t/3
* t為補強板的厚度
小孔之間的距離小于同副模具同次加工的最小距離,采用跳步模加工
或使用不同模具加工時(精度為±0.15)
無補強板的部位 a≧0.25 b≧0.25 c≧0.25
有補強板的部位 a≧0.25+t/3 b≧0.25+t/3 c≧0.25+t/3
* t為補強板的厚度
如果使用跳步模或兩副模具加工距離很近的小孔和外形,尺寸的精度會降低,所以設計的時候要注意這一問題。
? 打痕避讓區間
為了防止產生打痕,如果產品上貼有厚度0.2mm以上的補強板時,模具的相應位置應該做出避讓,避讓深度根據補強板厚度及產品的實際情況做調整。
同樣的,對于產品上搭載部品的區域以及碳粉印刷部等有一定厚度的區域都要作出打痕避讓。
模具使用常見問題與解決方法:1.加工軟板,比較容易產生的不良為毛邊,造成外形不良,容易在使用過程中引起短路。●由于凹、凸模間隙過小,造成在凸模和凹模兩側產生裂紋而不重合斷面兩端發生兩次擠壓剪切;或者凹、凸模間隙過大,當凸模下降時,裂紋發生晚,像撕裂那樣完成剪切,造成裂紋不重合。解決這兩類問題的方法為合理選擇凹、凸模的沖裁間隙。這樣的沖裁剪切介于擠壓和拉伸之間,當凸模切入材料時,刃口部形成楔子,使板材產生近于直線形的重合裂紋。并且確保凹、凸模的垂直同心度,使配合間隙均勻。確保模具安裝垂直平穩。
? 刃口磨損或出現圓角與倒角,刃口未起到楔子的分割作用,整個斷面產生不規則的撕裂。及時對凹、凸模刃口所產生的圓角或倒角進行整修,就能避免這類問題的產生。
2.補強板外形及內孔周圍分層泛白,有白化現象。
? 凹、凸模沖裁間隙不適當或凹模刃口變鈍。沖孔時,被沖板材難以在凹模刃口處形成剪切裂口。因此合理擴大凹、凸模沖裁間隙并且及時修復變鈍的凹模刃口都是有效的改善方法。
? 如果補強板的材料為玻璃布基材環氧樹脂板或紙基材酚醛樹脂板時,由于厚度的關系及材料的因素,補強板沖裁性能差。如果在沖裁前沒有進行預熱處理會造成白化現象。因此設置一個合理的預熱溫度,將補強板預熱之后進行沖壓是必要的。
? 壓料力小也會造成白化,因此裝配時調整適當的壓料力也很重要。
3.補強板孔與孔之間裂紋
? 由于孔壁太薄,沖孔時的徑向擠壓力超過補強板的孔壁強度,因此造成裂紋。產品上的孔距設計要合理,孔壁不應小于補強板厚度。
? 相鄰很近的兩孔不是同時沖出,后沖的孔當凸模進入板材時,由于孔壁太薄而被擠裂。因此應該將相鄰較近的孔用一副模具同時沖出,可以把相鄰很近的兩個凸模,做成相差 0.5mm的不同長度,使小面積范圍內較集中的沖裁力瞬時分散。
4.廢料上跳,有時部份廢料在沖孔時不是往下掉,而是向上跳;有的進入工件孔內,還需人工清除;有的跳在下模上面,造成打痕,影響沖壓工作正常進行。
? 這是由于凹模間隙過大,而且落料不暢通,當凸模退出凹模卸料時,廢料隨之上跳。其實減小凹、凸模的間隙,擴大落料孔,就可以防止這種現象產生。
? 凹模孔有倒錐,沖孔廢料難以下落,反而隨著凸模退出凹模時向上跳。因此要及時修整凹模孔的倒錐。
5.廢料堵塞
? 這是由于凹模刃口太高、造成廢料積存太多。因此降低凹模刃口,使之在0.2mm之間即可減少廢料積存的個數。
? 凹模落料孔太小或刃口部有倒錐以及孔壁太粗糙。當凹模孔小于φ0.2mm ,落料孔最好做成圓錐孔,當凹模孔大于φ 0.2mm時,落料孔可做成直孔,凹模刃口高度部分不能有倒錐。
? 下墊板上無導料孔,當廢料從凹模孔內落下時,不能順利的進入下面的落料孔。所以凹模支承桿和下模座的去撐筋要有足夠的斜度或落料通道,使廢料順利地漏下,不致于堆積和堵塞。
- 上一篇:CNC加工中心操作常識 2013/9/8
- 下一篇:絲錐、鉆頭斷在孔里了,如何搞定?來看看這25個方法! 2013/9/8